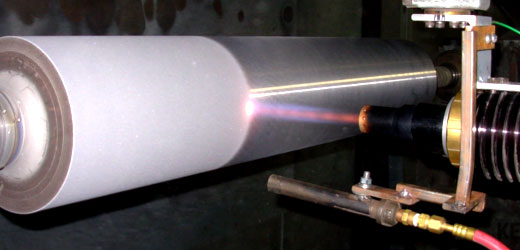
In recent times we have seen a push away from conventional hard chrome plating methods with a demand for a more environmentally friendly process. The High Velocity Oxygen Fuel (HVOF), High Velocity Air Fuel (HVAF) and Laser processes all provide viable alternatives to traditional hard chrome plating. These Metal Spray and Laser processes enable harder, more wear resistant coatings with increased corrosion resistance to that of traditional methods, all while being more environmentally friendly with the removal of the need for hexavalent chromium. HVOF uses oxygen and a fuel source, HVAF uses air (compressor) and fuel, and the Laser Cladding process uses a laser beam to deposit the coatings. No solvents or chemicals are used, just pure metal.
The toxic effects of exposure to hexavalent chromium used in traditional hard chrome plating methods can result in cancer, organ damage, brain damage and lung/kidney failure. Hexavalent chromium by-products emitted during operations are man-made and hazardous to the environment. These toxicological effects are the reason companies around the world are seeking alternate, safer methods.
Did You Know?
- As of 2017, the use of hexavalent chromium in surface treatment was banned in Europe.
HVOF Alternatives to Hard Chrome Plating

The HVOF process has fewer process steps and higher coating rates than that of conventional hard chrome plating methods. HVOF is generally faster, more cost-effective and is known to extend the service lifespan of components all while producing coatings with a strong bond and low porosity.
Reason for use: To replace Hard Chrome plating particularly where environmental pressures have reduced its use.
Coatings Used Include
- Iron, Chrome, Molybdenum Alloy (Resistant to Wear and Corrosion at temperatures up to 650oC).
- Nickel, Chrome, Boron, Silicon Hard-facing Alloy (Coatings applied are extremely dense and semi-fused in the as-sprayed state. They offer very good corrosion and acid resistance).
- Tungsten Carbide, 17% Cobalt Alloy (An exceptionally tough coating with good impact resistance for sliding wear applications).
- Tungsten Carbide, 10% Cobalt, 4% Chrome Alloy (Corrosion resistant coatings with extremely high resistance to abrasive & sliding wear, widely used in seawater environments).
HVOF benefits over Chrome Plating
- No plating tanks to maintain.
- No disposal of toxic solutions.
- No water treatment plant.
- No limitation on component size.
- No heat treatment required.
- No acid solutions involved, hence no hydrogen embrittlement, thus improved component toughness.
- Coatings can impart compressive stresses on the substrate, improving fatigue behaviour.
- Coatings are denser with no crack crazing.
- Microporosity assists in the retention of lubricating films.
- Fewer process steps.
- Improved stock control from in line processing.
- Low capital investment.
- Low installation costs.
- Improved process control.
- Competitive coating costs.
Process Steps
HVOF Thermal Spray
- Degrease.
- Gritblast.
- Spray.
- Finish Grind.
Hard Chrome Plating
- Degrease.
- Alkaline Wash.
- Rinse.
- Etch.
- Rinse.
- Plate.
- Rinse.
- Dry.
- Finish Grind.
Coating Rates
4L Thermal Spraying
HVOF 4L System
- Typical Spray Rate of: 4.5Kg/Hour.
- Resultant Coverage of: 12.5m2/Hour at a coating thickness of 25µm.
Hard Chrome Plating
- Plating plants usually treat at a rate of 25µm coating thickness per component hour.
HVOF Environmental Benefits
- No Hexavalent Chrome.
- No Chemical Solutions to control.
- No Water Treatment Plant.
- No Toxic Solutions to be disposed of.
- Overspray from the HVOF can be recovered and sold as metal scrap.
Industry Applications
- Aerospace – Actuators.
- Aerospace – Undercarriage Systems.
- Automotive.
- Earthmoving Plants.
- Petrochemical.
- Plating Shops.
- Printing Industry – OEM.
- Print Machine Repairs.
- Pump Manufacturers – OEM.
- Pump Repairs.
- Textile Machinery.
Flash Carbide Coating of Titanium Parts for Hard Chrome Replacement
Hard Chrome Replacement with HVAF Thermal Spray Equipment and Coatings
There is an increasing demand for a cheap alternative to electrolytic hard chrome coatings in corrosive environments. The market needs environmentally friendly long-lasting tungsten carbide coatings or inexpensive stainless steel coatings.
Kermetico HVAF technology and equipment provide a way for hard chrome replacement with impermeable, hard and ductile coatings that are inexpensive and easy to apply. Numerous researchers have pointed out that HVAF coatings work several times longer than electrolytic hard chrome does having the same or lower cost.
How do we thermal spray coatings as cheap as hard chrome plating?
- We spray thin gas impermeable coatings with roughness low enough to avoid grinding.
- We spray it fast.
- We have the systems to spray it onto outer and internal surfaces.
- We have developed the technology to do it without failures.
Features of Kermetico HVAF Coatings for Hard Chrome Replacement
The Kermetico High Velocity Air Fuel (HVAF) process has been shown to be very competitive as an environmentally friendly alternative to electrolytic hard chromium (EHC).
Kermetico HVAF carbide coatings are superior to HVOF and EHC rivals in corrosion protection, wear resistance and production cost. The high velocity of the in-flight particles (faster than 1,000 m/s | 3,280 ft./sec.) in our HVAF process enables the production of very dense coatings with high bond strength.
Moreover, the low combustion spraying temperature (1,960-2,010°C | 3,560-3,650°F depending on fuel gas) and gentle particle heating lead to minimal feedstock phase transformation and almost non-existent elemental depletion/decomposition of the in-flight particle.
Furthermore, the replacement of pure oxygen in the HVOF process by using air in the HVAF process significantly reduces the oxide content in the coatings, which is desirable for high-performance coatings.
Background
A manufacturer had a mission-critical titanium part in a new product which contained two OD seal surfaces. The use condition subjected the part to fully reversing hydraulic pressure cycles of 5 KSI (with occasional spikes to 8 KSI).
Note: An NDA covers this application and our relationship with this customer, so, for this reason, details are intentionally vague. This report has been reviewed, edited, and approved by the customer for our use.
Customer Initial Requirements
- The seal surfaces should not experience excessive wear over the service life of the part.
- The seals themselves should not be negatively affected due to the reciprocating motion while in contact with the part.
- Application of the coating should not affect the substrate material properties. In particular, it should not cause heating which would result in the formation of beta phase within the Ti crystalline structure.
- The coating should not be cost prohibitive.
Initial Customer Testing
Customer performed testing which simulated operational conditions over a period of several months.
Preliminary Customer Results
Parts exhibited longitudinal cracks through the coating which formed a stress concentration resulting in crack propagation through the titanium alloy substrate. Once cracks progressed through the substrate, this created a passage between two isolated fluid circuits, rendering the equipment unfit for continued use. Fatigue life was on the order of 2e5 cycles – far below the expected infinite fatigue life. These failures prompted the customer to specify an additional performance requirement.
Additional Customer Requirements
Application of the coating should not cause a fatigue debit.
Kermetico Recommendation for Coating Thickness
After discussions with the customer, Kermetico recommended reducing the layer thickness from 250 microns (.010”) to 65-80 microns (0.0025”-0.0035”).
Customer Development Efforts
In addition to Kermetico’s recommendation, the customer pursued the addition of a shot-peening process prior to the application of the WC-Co-Cr coating as well as modifications to the machining and finishing processes.
Kermetico Responsiveness
The customer ordered some variants in preparation to test the effect of modifying dimensional and process parameters. Knowing the criticality of the parts, we completed the turnaround time of our processing in a matter of days.
Customer Development Testing
Fatigue testing under worst-case loading conditions, as well as seal endurance testing, was performed over the course of roughly a 12-month period.
Customer Hard Chrome Replacement Results
Fatigue testing exhibited a fatigue life more than 10e7 cycles. As this number of cycles is more than the published endurance limit for the substrate material at the stress ratio experienced by the parts, testing was halted with the expectation of infinite fatigue life. One of these two designs was adopted for production and subsequently placed into service. As of this writing, no field failures using the updated part design have been reported.
Other Hard Chrome Plating Alternatives

Numerous studies of Kermetico HVAF sprayed Fe-based coatings have shown their high corrosion resistance in different environments such as acid, alkaline, and chloride solutions. High-quality microstructures with low oxide content, high retention of the powder chemistry and low porosity have been reported and make this family of coatings suitable as a low-cost hard chrome replacement in many applications.
For more information on HVAF systems, Click Here.
Laser Cladding

Laser Cladding is also a great alternative to hard chrome plating as it has low heat input, this is particularly important when larger deposits of material are required to rebuild a dimension. The laser cladding process is a method of applying a fully dense, metallurgically bonded and virtually pure coating which can be used to increase the wear resistance, corrosion resistance or impact performance of metallic components. In some cases, all three of the properties can be improved. The process utilises a precisely focused high-power laser beam to create a weld pool into which a metallic powder is applied. The powder (which is carried by a stream of inert shielding gas) is blown coaxially through the laser beam. The highly accurate nature of the laser beam allows fully dense cladding with minimal dilution (<5%), yet with a perfect metallurgical bond. The precise nature of the process allows the quality of the coating to be accurately controlled. The key to successful laser cladding is controlling the heat input into the base material, which can be minimized whilst maintaining a high strength metallurgical bond. The very fast cooling rate associated with laser cladding has the effect of producing fine high strength microstructures with minimal effect on the mechanical properties of the base material. The MET-CLAD system offers control and integration of the entire cladding process. The system offers control of the process gases, cooling system, laser, powder feed and automation interface safely via an intuitive, touch-screen interface.
Benefits
- Cost effective application of thin welded coatings 0.5 – 5mm.
- Achieve correct chemistry in a single pass due to low dilution.
- Huge range of cladding materials available.
- Can clad onto traditionally “unweldable” materials and components due to very small heat affected zones.
- Minimal distortion due to very low heat input.
- Very accurate and repeatable.
- Excellent surface finish.
- Easily automated.
Typical Applications
- Ball valves.
- Hydraulic rods.
- Boiler components.
- Wear plates.
- Down hole stabilisers.
- Coal and ore crushing hammers.
- Sand valves.
- Hardness and corrosion resistance.
For more information on Laser systems, Click Here.
For more information on Metal Spray equipment or consumables, call us on 07 3823 1004, or email us using our contact form.