Flash Carbide Coating of Titanium Parts for Hard Chrome Replacement
Hard Chrome Replacement with HVAF Thermal Spray Equipment and Coatings
There is an increasing demand for a cheap alternative to electrolytic hard chrome coatings in corrosive environments. The market needs environmentally friendly long-lasting tungsten carbide coatings or inexpensive stainless steel coatings.
Kermetico HVAF technology and equipment provide a way for hard chrome replacement with impermeable, hard and ductile coatings that are inexpensive and easy to apply. Numerous researchers have pointed out that HVAF coatings work several times longer than electrolytic hard chrome does having the same or lower cost.
How do we thermal spray coatings as cheap as hard chrome plating?
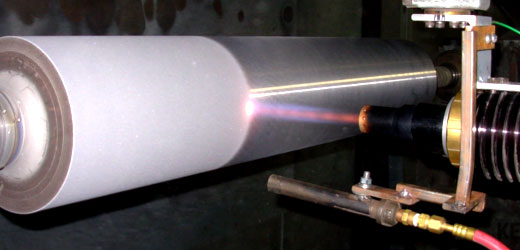
- We spray thin gas impermeable coatings with roughness low enough to avoid grinding.
- We spray it fast.
- We have the systems to spray it onto outer and internal surfaces.
- We have developed the technology to do it without failures.
Features of Kermetico HVAF Coatings for Hard Chrome Replacement
The Kermetico High Velocity Air Fuel (HVAF) process has been shown to be very competitive as an environmentally friendly alternative to electrolytic hard chromium (EHC).
Kermetico HVAF carbide coatings are superior to HVOF and EHC rivals in corrosion protection, wear resistance and production cost. The high velocity of the in-flight particles (faster than 1,000 m/s | 3,280 ft./sec.) in our HVAF process enables the production of very dense coatings with high bond strength.
Moreover, the low combustion spraying temperature (1,960-2,010°C | 3,560-3,650°F depending on fuel gas) and gentle particle heating lead to minimal feedstock phase transformation and almost non-existent elemental depletion/decomposition of the in-flight particle.
Furthermore, the replacement of pure oxygen in the HVOF process by using air in the HVAF process significantly reduces the oxide content in the coatings, which is desirable for high-performance coatings.
Background
A manufacturer had a mission-critical titanium part in a new product which contained two OD seal surfaces. The use condition subjected the part to fully reversing hydraulic pressure cycles of 5 KSI (with occasional spikes to 8 KSI).
Note: An NDA covers this application and our relationship with this customer, so, for this reason, details are intentionally vague. This report has been reviewed, edited, and approved by the customer for our use.
Customer Initial Requirements
- The seal surfaces should not experience excessive wear over the service life of the part.
- The seals themselves should not be negatively affected due to the reciprocating motion while in contact with the part.
- Application of the coating should not affect the substrate material properties. In particular, it should not cause heating which would result in the formation of beta phase within the Ti crystalline structure.
- The coating should not be cost prohibitive.
Initial Customer Testing
Customer performed testing which simulated operational conditions over a period of several months.
Preliminary Customer Results
Parts exhibited longitudinal cracks through the coating which formed a stress concentration resulting in crack propagation through the titanium alloy substrate. Once cracks progressed through the substrate, this created a passage between two isolated fluid circuits, rendering the equipment unfit for continued use. Fatigue life was on the order of 2e5 cycles – far below the expected infinite fatigue life. These failures prompted the customer to specify an additional performance requirement.
Additional Customer Requirements
Application of the coating should not cause a fatigue debit.
Kermetico Recommendation for Coating Thickness
After discussions with the customer, Kermetico recommended reducing the layer thickness from 250 microns (.010”) to 65-80 microns (0.0025”-0.0035”).
Customer Development Efforts
In addition to Kermetico’s recommendation, the customer pursued the addition of a shot-peening process prior to the application of the WC-Co-Cr coating as well as modifications to the machining and finishing processes.
Kermetico Responsiveness
The customer ordered some variants in preparation to test the effect of modifying dimensional and process parameters. Knowing the criticality of the parts, we completed the turnaround time of our processing in a matter of days.
Customer Development Testing
Fatigue testing under worst-case loading conditions, as well as seal endurance testing, was performed over the course of roughly a 12-month period.
Customer Hard Chrome Replacement Results
Fatigue testing exhibited a fatigue life more than 10e7 cycles. As this number of cycles is more than the published endurance limit for the substrate material at the stress ratio experienced by the parts, testing was halted with the expectation of infinite fatigue life. One of these two designs was adopted for production and subsequently placed into service. As of this writing, no field failures using the updated part design have been reported.
Other Hard Chrome Plating Alternatives

Numerous studies of Kermetico HVAF sprayed Fe-based coatings have shown their high corrosion resistance in different environments such as acid, alkaline, and chloride solutions. High-quality microstructures with low oxide content, high retention of the powder chemistry and low porosity have been reported and make this family of coatings suitable as a low-cost hard chrome replacement in many applications.
For more information on HVAF systems, Click Here.